Introduction:
One of the largest downsides to fused deposition modeling (FDM) is the poor mechanical properties of printed parts. Due to the layer-wise process used to build a part, the final product is likely to experience increased risk of failure, such as cracks due to the anisotropic behavior of the material. Because of this, the usage of FDM is mainly limited to rapid prototyping, but these prototypes need adequate mechanical properties so that they can be tested. A stronger filament is a simple way to increase strength, but higher strength filaments are more expensive and can be harder to print. Differences in slicing, print parameters, and post processing can also affect the strength of the part.

Figure 1. Actuating boat hook design (without moving arm).
Part Design:
The part that will be the sample for the project is a boat hook from one of the members’ senior design project. The hook attaches to the end of an aluminum pole and needs to support at least 50 lbs. The goal of this project is to design an improvement on a traditional boat hook. The design will have improved abilities to grab small items that a common boat hook cannot, while still maintaining the functionality of a common boat hook. It will utilize an actuating hook which can clamp down on items. Grabbing items and lines is a common task for boat owners, and the limitations of the common boat hook presents a significant demand for this product.
Proposed Experiments:
Our first print trial will focus on multiple aspects of this project:
- The actuating boat hook must be printed in multiple parts, because of the actuating nature of the hook.For this experiment, only the fixed part of the hook will be studied.
- The material of the hook is also getting called into question. The material must be able to withstand at least 50 lbs of load, so for our first print we decided to use ABS. We will test the strength of the printed part by trying lift a 50 lb object to observe if the print can withstand this force. If it can not then future trials will test different materials until we find one that can withstand this load.
- As this project aims to optimize the printing of the hook, the first print trial will determine a baseline for material meshing and resolution settings. While it is desired to create a part which supports a 50 lb load, it is also critical to minimize the material used. While improving resolution and meshing can increase the strength of the part and reduce anisotropic behavior, doing so involves longer print times and increased material consumption.
- It is expected that the part will only need support structure on the inside. With this in mind, the initial printing trial will inform future decisions on part orientation and direction of printing. In doing so, optimal orientation settings can be determined.
- Different post processing methods will be tested to determine if they improve strength. The rough surface left on FDM parts could possibly cause stress concentrations and a smooth surface might mitigate this. Some polymers can be smoothed with acetone vapors. Acetone vapors might also allow adjacent filaments to bond more completely and increase the strength.
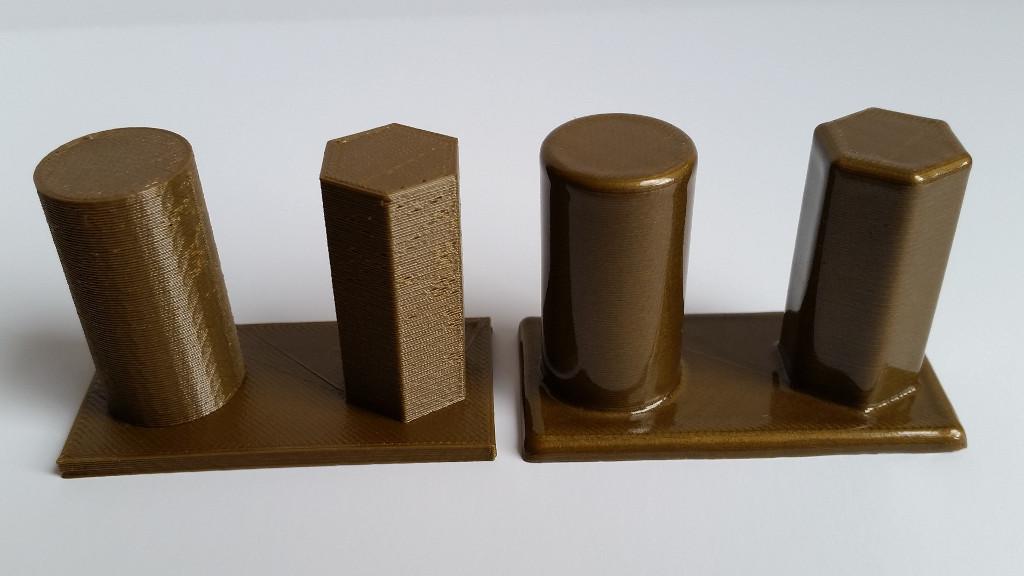
Figure 2. An ABS printed part before and after acetone smoothing.
Technical Background:
Fused deposition modeling is an additive manufacturing technique in which a continuous strand of thermoplastic polymer is deposited in a layer-wise fashion. Material filament is fed through a large coil, heated and extruded through a printer head and then laid layer by layer until a desired geometry is achieved. There are many different thermoplastics that are suitable for FDM fabrication. Acrylonitrile butadiene styrene (ABS) is a common material used in FDM due to its high strength, post processing capabilities and availability. Another material is Polycarbonate thermoplastic (PC), which is commonly preferred because of its superior mechanical properties such as high tensile strength and heat resistance [1]. Polylactic acid (PLA) is a relatively new thermoplastic being used in FDM. Although its mechanical properties are inferior to other thermoplastics, it is sometimes favored due to the absence of noxious fumes as well as its biodegradability and cost effectiveness.
References:
[1] Barna, J., Torok, J., Novakova-Marcincinova, L., & Kuric, I. (2012). Basic and Advanced Materials for Fused Deposition Modeling Rapid Prototyping Technology. Manuf. and Ind. Eng, 11(1), 1338–6549.